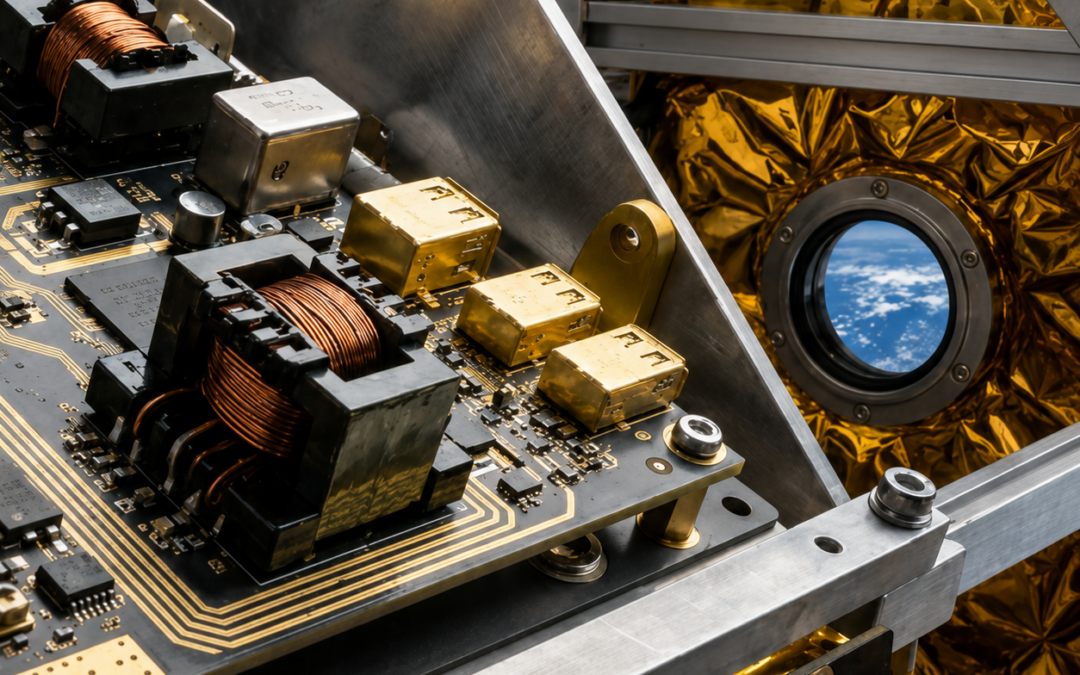
The Role of Space-Grade Magnetics in Satellite Bus Architecture
In satellite systems, performance depends on more than advanced payloads or compact packaging. The underlying satellite bus must deliver stable power, clean signal paths, and dependable subsystem performance throughout the mission. That is why space-grade magnetics matter. In satellite bus power electronics, magnetic components such as inductors, transformers, and filters directly influence efficiency, electromagnetic compatibility, thermal behavior, and overall system reliability.
For satellite developers, selecting space-qualified magnetic components involves more than meeting nominal electrical values. Magnetic assemblies used in orbit must operate predictably across wide temperature swings, radiation exposure, vacuum conditions, launch vibration, mechanical shock, and long mission durations. These environmental demands shape how engineers evaluate magnetic materials, winding structures, insulation systems, and packaging for aerospace and defense applications.
Allstar Magnetics focuses on custom inductors, transformers, and precision-wound magnetic components for demanding aerospace and satellite applications. Its published space capabilities emphasize low-outgassing materials, thermal and mechanical resilience, compact designs, and components engineered for the electrical and environmental demands of orbit. For teams evaluating suppliers in this category, those capabilities align closely with what matters most: performance, reliability, and fit for mission-specific requirements.
Where Magnetic Components Impact Satellite Bus Performance
Magnetic components are embedded in multiple electrical functions across a spacecraft bus, especially where energy conversion and noise control are involved. Depending on the mission architecture, they may be used in:
- DC-DC converters
- Point-of-load regulation stages
- Input/output filtering networks
- EMI suppression circuits
- Isolation stages
- Gate drive or control power topologies
- Signal coupling and conditioning
- Selected ADCS and actuator-related circuits
These components directly affect conversion efficiency, thermal dissipation, conducted and radiated emissions, transient response, and overall power subsystem stability.
In practice, poor magnetic design can introduce excess core loss, copper loss, saturation risk, temperature rise, parasitic coupling, or electromagnetic interference that propagates into other spacecraft subsystems. In a tightly integrated satellite bus, those issues can compromise not only the electrical power subsystem but also communications, sensor performance, and payload integrity.
Why Space Changes Magnetic Design Requirements
A terrestrial magnetic design cannot simply be repurposed for orbital use without significant engineering review. Space introduces environmental factors that materially alter both design margins and qualification expectations.
Thermal Extremes and Cycling
Orbital systems can experience substantial thermal swings depending on spacecraft orientation, duty cycle, eclipse exposure, and thermal path design. Magnetic components must therefore maintain acceptable performance over a wide temperature range, including stable inductance characteristics, insulation integrity, and manageable thermal rise under load.
Thermal cycling also creates long-term reliability concerns at interfaces between conductors, terminations, bobbins, encapsulants, and core materials. Coefficient-of-expansion mismatch can become a failure driver if not addressed during materials and packaging selection.
Radiation Exposure
In space, total ionizing dose and related radiation effects can alter insulating materials, degrade polymers, and affect nearby circuitry whose operating conditions interact with magnetic assemblies. While magnetic cores themselves are only part of the story, the full assembly—including insulation systems and surrounding electronics—must be evaluated in the context of the mission radiation environment.
Vacuum and Outgassing
Vacuum-compatible design is essential. Materials that outgas can contaminate optics, sensors, detectors, and other sensitive spacecraft hardware. For that reason, low-outgassing materials are a key requirement in the fabrication of space-grade magnetics, especially for platforms carrying optical or scientific payloads.
Launch Vibration and Mechanical Shock
Launch imposes intense dynamic loading. Windings, cores, solder joints, and mounting structures must withstand vibration and shock without cracking, shifting, or degrading electrically. Mechanical robustness is therefore inseparable from electromagnetic design in flight hardware.
The Magnetic Components That Keep Space Power Systems Running
High-Reliability Inductors
Inductors are widely used in spacecraft power conversion and filtering networks. In satellite bus applications, engineers evaluate not just nominal inductance, but also:
- Saturation current margin
- Temperature-dependent performance
- Quality factor and AC losses
- Parasitic resistance
- Mechanical stability under vibration
- Long-term reliability in vacuum and radiation environments
A high-reliability inductor for space use must support predictable converter behavior while minimizing loss and avoiding thermal overstress.
Space-Qualified Transformers
Transformers are used in isolated power conversion architectures, signal isolation functions, and specialized energy-transfer stages. In satellite systems, transformer design is often driven by:
- Isolation requirements
- Switching frequency
- Leakage inductance control
- Coupling efficiency
- Insulation system reliability
- Mass and volume constraints
- Thermal rejection capability
Because spacecraft are highly constrained platforms, transformer optimization often centers on achieving the required electrical performance while meeting strict SWaP targets.
Custom Power Magnetics
Custom magnetic solutions become especially important when a mission has unique bus voltages, load transients, converter topologies, packaging restrictions, or qualification requirements. A custom approach allows engineers to optimize core geometry, conductor selection, winding arrangement, shielding strategy, and mounting configuration to match the spacecraft architecture more precisely than off-the-shelf components typically allow.
Satellite Bus Subsystems That Depend on Magnetic Design
Although magnetic components are most visibly associated with the Electrical Power Subsystem (EPS), their influence extends across multiple spacecraft domains.
Electrical Power Subsystem (EPS)
This is the most direct application area. Magnetics support solar array interface electronics, battery charge/discharge control, bus regulation, distributed power conversion, and load conditioning. Efficiency and thermal behavior are especially important here because electrical losses directly affect spacecraft power budget and thermal management requirements.
Communications
In communications hardware, magnetic components may contribute to filtering, isolation, and suppression of conducted noise. Noise control is especially important in spacecraft where multiple subsystems share limited physical volume and electrical coupling paths.
Command and Data Handling (CDH)
Sensitive digital subsystems can be affected by conducted and radiated EMI originating in power electronics. Well-designed magnetic components help reduce the risk of noise propagation that could impair data handling stability or signal fidelity.
Attitude Determination and Control System (ADCS)
Depending on the architecture, magnetic components may support actuator drive electronics, power conditioning, and control circuits associated with attitude control functions. Electrical stability in these pathways is important because ADCS performance is tightly linked to spacecraft pointing accuracy and mission execution.
SWaP Pressure Makes Magnetic Design More Critical
Aerospace developers routinely design under size, weight, and power constraints that are more severe than in conventional electronics. Every gram and every cubic centimeter matter, particularly in CubeSats, smallsats, and constellation-class spacecraft.
Magnetic design for SWaP optimization requires balancing several competing factors:
- Higher switching frequency can reduce magnetic size but may increase switching loss and EMI
- Smaller cores may reduce mass but risk saturation or elevated temperature rise
- Tighter packaging can improve volumetric efficiency while degrading thermal dissipation
- Shielding and structural reinforcement may improve robustness but increase mass
The best design is therefore not simply the smallest magnetic component, but the one that achieves the required electrical and environmental performance with acceptable system-level tradeoffs.
Why CubeSat and Smallsat Platforms Raise the Stakes
The source document references the ALL-STAR Flight Laboratory for Space Technology Advancement and Research, described as a CubeSat bus platform intended for rapid deployment and modular payload integration. Whether in that example or in similar platforms, small satellites create an especially challenging environment for magnetic component design.
CubeSat-class systems typically demand:
- Compact geometry
- Low mass
- High conversion efficiency
- Tight thermal management
- Tolerance to dense subsystem integration
- Repeatable manufacturability for scaled deployments
As small spacecraft become more capable, their electrical architecture also becomes more demanding. That trend increases the importance of magnetic components engineered specifically for high-density, high-reliability orbital systems.
What Technical Buyers Should Look for in a Magnetic Partner
For technical buyers, the value of a magnetic component supplier often depends as much on engineering support as on the final part itself. In aerospace applications, collaboration may include:
- Electrical design trade studies
- Thermal and loss modeling
- Materials selection for vacuum compatibility
- Winding and insulation optimization
- Packaging review for vibration survivability
- Support for qualification documentation and test planning
For technical buyers, supplier value often depends as much on engineering collaboration as on the final component. In aerospace programs, this may include support for electrical trade studies, thermal analysis, prototype development, qualification planning, and production readiness. In that context, magnetic component suppliers are often evaluated on their ability to support development from early design through manufacturing for satellite, CubeSat, and smallsat platforms.
Performance Priorities That Define Space-Grade Magnetics
When specifying magnetic components for spacecraft, engineering teams often prioritize:
- High reliability over mission lifetime
- Stable performance across thermal extremes
- Controlled losses and temperature rise
- Resistance to vibration and shock
- Low outgassing material systems
- Compatibility with radiation-exposed environments
- Repeatability across build lots
- Packaging appropriate for constrained bus architectures
A supplier that can support these priorities helps reduce integration risk and gives spacecraft developers a more capable path from prototype through production.
Choosing the Right Magnetic Partner for Space Systems
In satellite bus design, magnetic components are core enablers of power conversion, noise control, and subsystem reliability. Their design influences efficiency, EMI performance, thermal behavior, and mission robustness across the spacecraft, making component selection a strategic decision for organizations building dependable space systems.
Space-grade inductors, transformers, and custom power magnetics must be engineered for the full operating environment, not just nominal circuit values. As satellite platforms push for greater power density, tighter packaging, and longer mission life, the companies that succeed will be those supported by suppliers who understand both the technical requirements and the pace of modern space development.
As satellite platforms continue to evolve, the role of space-grade magnetic components in satellite bus power electronics remains central to efficiency, EMI performance, thermal management, and mission reliability. For organizations sourcing custom inductors, transformers, and related aerospace magnetics, the real differentiator is not just whether a part meets a specification, but whether a supplier can support the electrical, environmental, and program demands of flight hardware. That is where engineering capability, application knowledge, and manufacturing discipline become decisive.
If you are evaluating space-grade magnetics for a satellite, CubeSat, or smallsat program, now is the time to engage the right engineering partner. Contact Allstar Magnetics to discuss your application, design constraints, and performance requirements—and explore a custom magnetic solution built for mission-ready results.